




1. 簡介
此系列縮合型矽膠是一種高硬度翻模矽膠。 它由白色或半透明的A部分基質和透明至微黃色的B部分固化劑組成。 以100:2-100:4 的重量比混合時,它們在室溫下固化成高硬度彈性體材料。 這種硬質矽橡膠具有出色的抗應力能力,非常適合尺寸穩定性和剛性至關重要的應用。 但要注意的是,與中等硬度的縮合型矽膠相比,這種硬矽膠相對較脆。
根據錫催化劑的特性,建議在20至30°C(68 至 86°F)的溫度範圍內使用。 低於10°C (50°F) 時將難以固化,因此保持合適的溫度非常重要。 如果您決定加熱來加速固化,不建議超過45°C (113°F)。 另外,您可以透過調整A組分和B組分的比例(100:2-100:4)來調整適合您專案的操作時間和固化時間。

2. 特性
- 硬度高,抗變形。
- 可承受高達 200°C (392°F) 的溫度。
- 收縮率低(≤0.03%)。
- 良好的脫模性,脫模輕鬆,不黏模。
- 操作簡單,常溫快速固化。

3. 用途
此系列矽膠具有較高的複製精度、尺寸穩定性和機械強度,特別適合需要高硬度模具製作的應用。 它廣泛應用於快速原型製作,推薦用於電子和汽車行業的薄壁原型模具製作應用,例如電視、家用電器、手機、影印機、控制台盒、散熱器格柵、燈罩等。
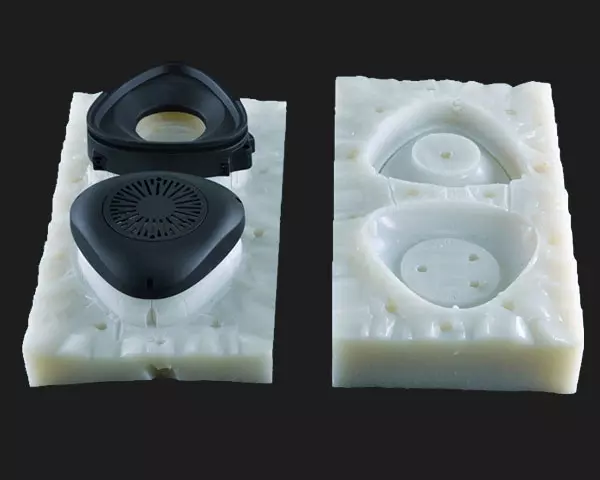
快速原型製作
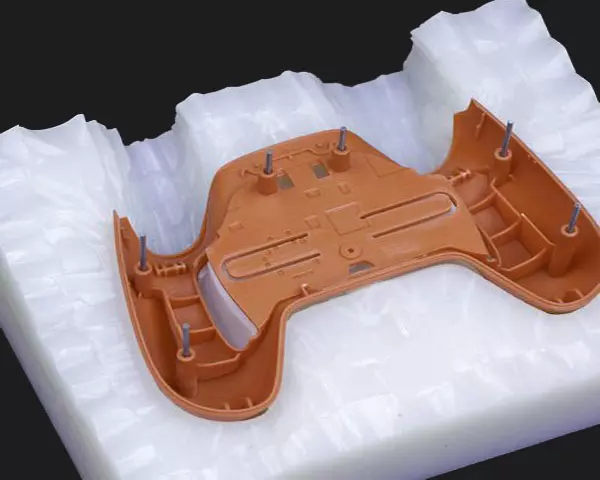
手板模型製作

水泥矽膠模具
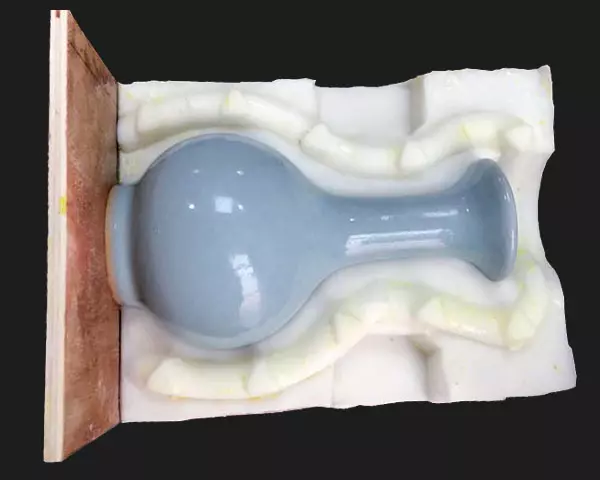
陶瓷翻模
4. 注意
- 建議使用相同型號的A、B組分。 如果使用不同的型號或批號,應透過測試確定其適用性。
- A、B組份應依照正確的比例混合。 如果使用過多的固化劑來加速固化,可能會縮短模具的使用壽命。 而如果使用太少的固化劑,可能會導致固化後硬度偏低,甚至出現固化困難的情況。
- 如果縮合型矽膠材料在建議的固化時間後仍然部分黏膩或未固化,需要進行仔細的排查,可能的原因包括溫度、混合比例、是否攪拌均勻、是否添加了其他材料。
- 隨著時間的推移,縮合型矽膠模具可能會表現出較高的收縮率,這取決於澆注的材料、溫度和其他變數。
5. 安全性
- 使用縮合型液體矽膠時,請務必在通風良好的環境中操作。 因為固化過程中可能會產生下列氣體:乙酸型(乙酸)、醇型(甲醇)、肟型(甲乙酮肟 - MEKO)和丙酮型(丙酮)。 若通風不足,應配戴呼吸防護裝置。 避免連續吸入蒸氣和噴霧,並採取預防措施防止皮膚和眼睛接觸。 戴上帶側護罩的安全眼鏡並使用防漏手套,例如丁基橡膠、氯丁橡膠或 PVC,以最大程度地降低污染風險。 使用後請記得將手清洗乾淨。
- 隨著時間的推移,縮合型矽膠模具可能會因催化劑的不穩定而晰。 因此,這些產品僅適用於工業用途,不應用於需要較長保質期或直接接觸皮膚的應用。 對於食品接觸應用,應使用加成型矽膠。
- 在正常儲存和處理條件下,這些產品在室溫下在密閉容器中穩定,不會發生危險反應。
- 請將這些產品放在兒童接觸不到的地方。
- 急救措施:
- 皮膚接觸:如果產品接觸到皮膚,請用肥皂和水徹底清洗。
- 眼睛接觸:如不慎接觸眼睛,請提起上下眼瞼並用大量清水沖洗。 如果刺激持續存在,請就醫。
- 吸入:將人員轉移至通風流暢環境。 如果呼吸停止,請進行人工呼吸並立即就醫。
- 食入:如果食入,除非有醫師指導,否則不要催吐。 切勿給失去知覺者從嘴裡餵食任何東西。
請注意,這些措施是一般準則。 若發生緊急情況,請務必諮詢醫療專業人員或立即就醫。
6. 儲存
產品的保存期限為自生產日起12個月。 在較高溫度下儲存材料會縮短未使用材料的可用保質期。 這些產品的保質期有限,應盡快使用。
已開啟的容器必須仔細密封以防止洩漏。 將材料存放在陰涼、乾燥、通風良好的地方,遠離熱源、陽光直射、強氧化劑以及任何不相容物質,如強鹼和強酸。







