




1. 簡介
此系列加成型矽膠是一種具有較高硬度的柔性材料。 A組分和B組分都是半透明黏稠液體,也可以加入色膏來獲得其它顏色。 當兩部分以重量或體積比為1A:1B混合時,它們可以在室溫下幾小時內固化,或者可以透過加熱加速固化。

2. 特性
- 1A:1B混合比例,使用方便。
- 高硬度不易變形,提升模具的穩定性。
- 收縮率極低(0.1%),尺寸穩定性好。
- 耐高溫性達250°C (482°F)。
- 精確複製模型上的細微紋路。
- 可室溫固化或加熱加速固化。

3. 用途
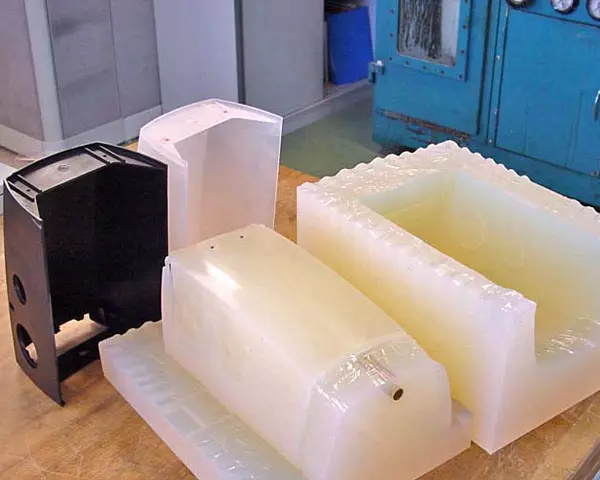
高硬度半透明加成型矽膠通常用於需要對原始零件進行極其精確的尺寸複製的應用,例如快速原型製作。 此系列矽膠材料的收縮率極低,即使在一段時間後,仍能保持較低的收縮。
RTV-4140適用於樹脂(聚氨酯、聚酯、環氧樹脂)、聚氨酯橡膠、水泥、混凝土等。 RTV-4145和RTV-4150硬度較高,但抗撕裂性較差,適用於要求尺寸穩定性和不變形的應用,推薦用於複合材料/玻璃纖維零件生產、電子和汽車行業的原型模具製造應用。

手板模型
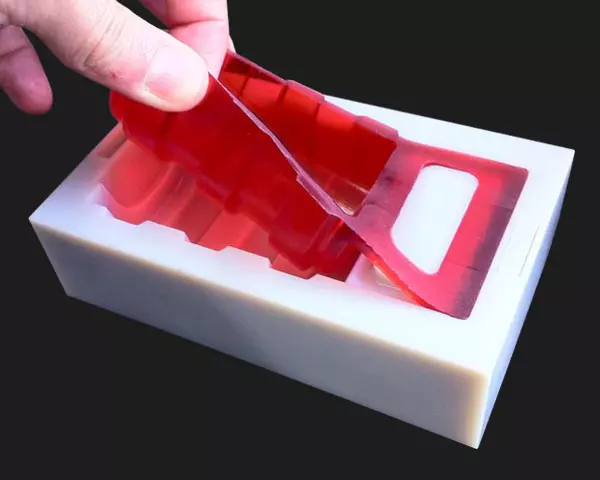
鑄造聚氨酯材料
薄壁模具鑄造
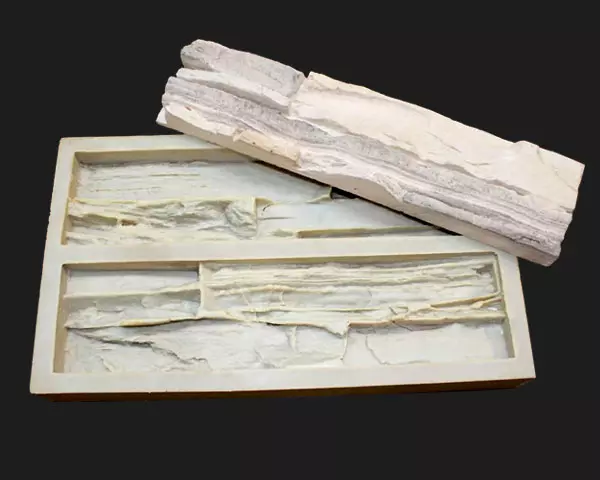
人造文化磚模具
4. 注意
- 請使用相同型號、相同批號的A、B組分。 如果混用不同型號或批次,應透過測試確定適用性。
- 為了獲得最佳效果,建議在20-30°C (68-86°F) 溫度下混合並固化材料。加成型液矽膠不應在潮濕條件下使用,因為這可能會導致固化缺陷。
- 較低的溫度會延長材料的操作時間。 請勿在低於15°C (60°F) 的溫度下使用加成型矽膠,因為它可能難以固化或無法達到預期硬度。
- 加成型液矽膠需謹慎使用,以免產生中毒不固化。 當加成型鉑金矽膠母模物體表面污染而未完全固化時,就會發生抑制。儘管表面上看起來已完全固化,但脫模時母模接觸的部分區域仍然黏膩 - 這稱為固化抑制。 胺、錫化合物、硫基黏土、新澆注的聚酯、乳膠和橡膠手套等天然橡膠、PVC穩定劑、環氧樹脂催化劑、3D列印的UV光敏樹脂或聚氨酯橡膠可能會引起抑制。 如果擔心加成型矽膠與母模表面之間的相容性,建議進行小規模測試。 操作過程中請勿吸煙。
5. 安全性
- 在正常儲存和處理條件下,這些產品在室溫下密閉容器中穩定,不會發生任何危險反應。
- 請放置在兒童接觸不到的地方。
- 急救措施:
- 皮膚接觸:用肥皂和水徹底清洗受影響的皮膚。如果清洗後症狀仍然存在,請就醫。
- 眼睛接觸:如不慎接觸眼睛,請用清水徹底沖洗至少15分鐘。如果沖洗後刺激仍然存在,請就醫。
- 吸入:在正常的預期使用條件下,該材料預計不會造成吸入危險。
- 食入:除非有醫師指導,否則不要催吐。徹底沖洗口腔。如果出現症狀,請就醫。
請注意,這些措施是一般準則。 若發生緊急情況,請務必諮詢醫療專業人員或立即就醫。
6. 儲存
在室溫(15至25°C / 60至77°F)下儲存時,該材料的保質期為自生產之日起12個月。在較高溫度下儲存材料可能會縮短未使用材料的保存期限。然而,超過指定的日期也不一定意味著該產品不再可用。
已開啟的容器必須小心地重新密封以防止洩漏。儲存在陰涼、乾燥、通風良好的地方,並遠離不相容材料(例如鹼和酸)、明火和高溫。







