1. 簡介
此系列加成型透明液體矽膠固化後是一種彈性體材料,硬度範圍從低到中。 它是鉑催化的雙組分矽膠,其中A組分呈黏稠狀液體,B部分是類似水的鉑固化劑。
以10A:1B的重量比混合時,這種化合物可以在室溫下固化,或在稍微升高的溫度下固化得更快。 此系列矽膠具有高透明度,因此特別適合製造可觀察鑄件內部的模具,以及製作透明矽膠製品。

2. 特性
- 優異的尺寸穩定性(收縮率≤0.1%)。
- 優異的脫模性能。
- 高透明性可以準確地切割模具。
- 鉑金催化劑,無臭味。
- 優異的耐熱性,最高可達250°C (482°F)。
- 從原件複製極為精細的細節。
3. 用途
此系列加成型透明液體矽膠具有優異的脫模性能、良好的耐化學性和高尺寸穩定性。固化後的透明矽橡膠柔軟且富有彈性,非常適合鑄造複雜或形狀複雜的產品,並且可以輕鬆地將鑄件從矽膠模具中取出。它是製作透明矽膠模具的理想材料。

樹脂透明矽膠模具
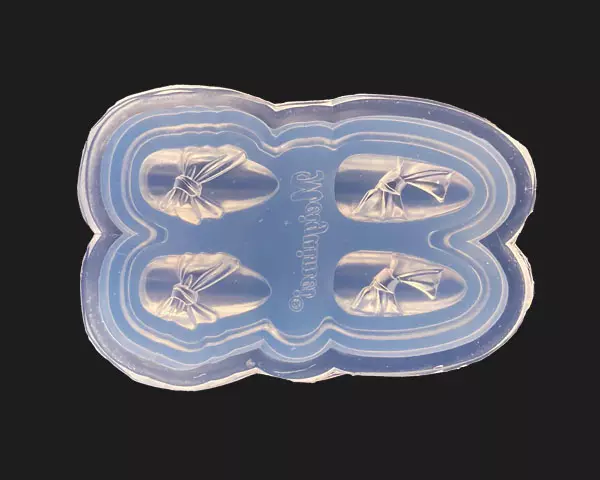
美甲矽膠模具
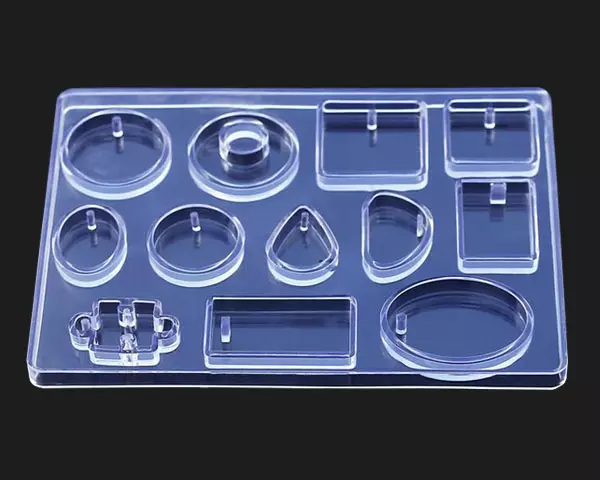
飾品樹脂矽膠模具
環氧樹脂工藝品模具
4. 注意
- 請使用相同型號和批號的A組分和B組分。 如果混用不同型號或批次,應透過測試確定適用性。
- 為了獲得最佳效果,建議在20-30°C (68-86°F) 的溫度下混合和固化材料。 應避免在潮濕環境下使用加成型透明矽膠,因為這可能導致固化缺陷。
- 不建議在低於20°C (68°F) 的溫度下固化加成型透明矽膠材料。 已發現較低的溫度會導致最終固化硬度降低,並可能影響材料的整體性能。
- 在室溫下固化材料可確保盡可能低的收縮率。 使用過高的溫度可能會導致收縮率變大。
- 取用固化劑後及時將剩餘材料密封。 如果催化劑長時間暴露在空氣中,就會發生水解。 水解的一個明顯跡像是催化劑表面形成薄膜或結皮。 不建議使用水解催化劑,因為它可能導致矽膠固化不完全。
- 加成型透明液體矽膠含有鉑催化劑,與某些材料接觸時可能會導致固化抑制。 如果不確定透明矽膠與母模材料之間的相容性,建議進行小規模測試。 操作過程中應避免吸煙。
5. 安全性
- 在正常儲存和處理條件下,這些產品在室溫下密閉容器中穩定,不會發生任何危險反應。
- 請放置在兒童接觸不到的地方。
-
急救措施:
- 皮膚接觸:用肥皂和水徹底清洗受影響的皮膚。如果清洗後症狀仍然存在,請就醫。
- 眼睛接觸:如不慎接觸眼睛,請用清水徹底沖洗至少15分鐘。 如果沖洗後刺激仍然存在,請就醫。
- 吸入:在正常的預期使用條件下,該材料預計不會造成吸入危險。
- 食入:除非有醫師指導,否則不要催吐。 徹底沖洗口腔。 如果出現症狀,請就醫。
請注意,這些措施是一般準則。 若發生緊急情況,請務必諮詢醫療專業人員或立即就醫。
6. 儲存
該材料應在室溫(15至25°C / 60至77°F)下儲存,自生產日起保存期限為12個月。在較高溫度下儲存材料會縮短未使用材料的保存期限。隨著儲存時間的增加,液體有機矽的黏度也可能增加。然而,超過規定的日期並不一定意味著該產品無法在使用中。在這種情況下,出於品質保證的原因,有必要測試驗證預期用途所需的性能。
已開啟的容器必須小心地重新密封以防止洩漏。 存放在陰涼、乾燥、通風良好的地方。遠離不相容材料(鹼和酸)、明火和高溫。